Ну що ж, робоче місце підготовлено, прес гордо зайняв чільну позицію, але нам поки потрібно ще трохи почекати і підготуватися.
Відберемо і перевіримо гільзи.
Перше ,що ми зробимо це купимо якісні гільзи.Заряжаете ви патрони для змагань або для полювання різниці немає, починати потрібно новими заводськими гільзами.
Стріляні гільзи, які вже були в роботі періодично стають крихкими. Багато хто буде звертати увагу на економічну сторону питання, адже до цього ми зібрали не кволий набір для релоудінга, а раніше купили рушницю. Коли ж ми вже почнемо економити, запитаєте ви?
Скажімо так, економити на гільзах і кулях не варто, якщо хочете позитивного результату. Зверніть увагу на перевірених роками виробників: Remington, Sako, Lapua, Winchester.Шляхом проб і помилок ви підберете потрібного вам виробника.
Відбраковування гільз у цих виробників відбувається наступним чином. Деякі гільзи відбраковуються на око, досить візуального контролю, інші нам допоможуть відбракувать пристрій вказаний вище - Redding Case Neck Gauge.
Забраковані гільзи не варто утилізувати, ви ще зможете скористатися ними обточивши дульця.Раджу проводити огляд гільз при хорошому освітленні, при поганому зорі можете скористатися лупою. Шукайте дефекти у вигляді зім'ятих ділянок в районі скатів \ шийки.
Також можуть траплятись тріщини, але набагато рідше.Уважно огляньте наявність зміщення запального отвору, в разі виявлення перемістіть у брак.
Далі я рекомендую зважити кілька гільз, щоб дізнатися виміри всієї купленої партії. Зверніть увагу на зміни ваги між гільзами, вони не повинні перевищувати двох процентів.Для бенч ресту і коли потрібно все на максималках то зважуйте кожну гільзу. Для полювання можете заміряти 1 \ 10 частину.
Сам процес релоудінга передбачає максимальну точність, не економте на вагах, користуйтеся тільки перевіреними виробниками.Якщо ви вибрали електронний варіант: періодично калібруйте ваги, стежте за зовнішніми факторами впливу. Вплинути на точність можуть: протяги, вентилятори, кондиціонери і тд.
Далі з аналогічною вибіркою в десять відсотків вимірюємо запальні отвори.Зазвичай діаметр становить 2,08мм.Прі вимірі ми повинні відбраковувати патрони з діаметром які на порядок перевищує цей показник в більшу сторону, в меншу не чіпаємо, їх приведуть у норму інші інструменти.
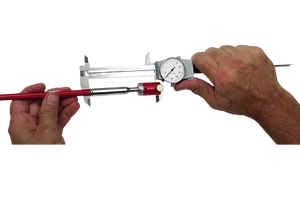
Не забуваємо про перевірку дульця.Проводимо перевірки всіх гільз з вимірюванням товщини стінок по всьому периметру.Вимірюя товщину стінок шийки ми будемо знати загальну картину, ви ж не забули ми можемо вплинути на цей фактор за допомогою обточування.
Параметр на який оріентуемося при виборі гільз на обточування, гільзи які будуть товщі більшості в шийці на 0015.
Сильний розкид в товщині стінок шийки означає також розкид товщини стінок корпуса.Данний показник негативно впливає на кучність.В процесі пострілу латунь притискається до патроннику, а після трохи повертається назад при охолодженні.Після пострілу велика частина гільз матимуть одні і ті ж зовнішні розміри. В випадку зайвої латуні вона буде вдавлюватися всередину.
Ми цікавимося цим фактом тому, що багато часу проводимо за обтиском шийки, ми не можемо впливати на такий фактор як "Порохова комора". Якщо у нас будуть кардинально різна товщина стінок, у нас вийде "комора", що пішла погуляти в сторону від центру каналу.
Також різна товщина стінок в двох гільзах створює неоднакову місткість для даних гільз. Що спричинить різну щільність спорядження, при одній і тій самій навісці пороху, вийде різний тиск. Звертати чи ні на це вашу увагу вирішувати вам і чи вплине це на результат.
Точний релоудінг, процес замішаний на деталях і кожна така деталь істотна чи ні, може внести корективи.
Деякі релоудери відбраковують гільзи по довжині, на жаль кордонів "допустимої довжини" не знаю, кожен такий релоудер встановлює їх для себе сам. Я ж проводжу дане дослідження з початку на око, вони будуть помітні і їх можна буде підрізати після.
Також існує тест на концентричні гільзи на призначеному для цього інструменті, для пошуку зайвого биття.
Додатковими, не зайвими для вас тестами будуть: перевірити капсульне гніздо на центрування, виміряти глибину капсульного гнізда, глибина може перешкодити розгортці.
Провівши все вище перераховані операції з гільзою, ми відібрали повністю схожі за параметрами між собою гільзи.
Готуємо гільзу
Для початку перевіримо капсульні гнізда і знімемо задирки з запальних отворів.Так це трудомісткий процес, який буде займати у нас багато часу, але для досягнення потрібної точності це необхідно.Тільки таким шляхом досягається аналогічність параметрів кожної потрібної нам гільзи.
Поговоримо про сам процес виробництва, гільзи створюються послідовністю операцій по протяжці і просічками. Запальне гніздо \ капсюльний отвір формується за допомогою: обтиску, свердління, витяжки. Так як всі роботи проводяться зовні, це призводить до вад всередині гільзи. Для цього нам і потрібно приводити гільзу в порядок.
Знайти задирки можна візуально, оглянувши всередині через дульце, під хорошим джерелом світла.
Розгортка
Принцип роботи розгортки майже у всіх інструментів проходить схоже.Більш комфортним буде робота з Карбідними різцями. Розгортка повинна проводитися карбідним різцем встановленим в упорному кільці.Далі ви перевіряєте правильність розміру розгортки. Великі гвинтівочні капсулі мають такий же розмір, як і гнізда пістолетних капсулів, відмінність лише в глибині. Кожне гніздо розгортки має різні розміри.
На відміну від великих, малі гвинтівочні-пістолетні капсулі ідентичні в розмірі і глибині, що дозволяє користуватися одним інструментом.
Для того, щоб зняти задирки з запального отвору використовується інший інструмент, з його допомогою просто вставте інструмент в дульце і поверніть прилад кілька разів.
Підрізка
В основному цей процес відбувається після формування відстрілом, так як спочатку гільзи йдуть вже підрізані виробником відповідно до стандарту SAAMI.
У довжину гільзу обрізаємо після обтиску на всю довжину гільзи.Зробимо реальний вимір по факту, і порівнюємо з опублікованою довжиною, зайву довжину підрізаємо. Проводити заміри і контроль довжини потрібно обов'язково, так як нехтування даними параметром може привести до збільшення тиску в патроннику.
Після підрізування потрібно знову перевірити гільзу на предмет задирок і очистити в разі потреби.