Весь період становлення стрілецької зброї по п'ятах за ним розвивалися і стрілецькі боеприпаси.Еволюція одного впливала на рівень другого.Боеприпаси ведуть свій початок від простих каменів до металевих (бронза, чавун, свинець, сталь) куль.
Першість всієї історії металевої кулі впевнено тримає свинець.Завдяки своїм фізичним показникам і вартості ,поки позиції свинцю непохитні,навіть всупереч зусиллям течії еко активізму США і ряду інших стран.Чому свинець на даний момент не замінний?
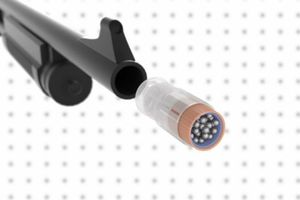
Перше це його фізичні особливості ,у вигляді великої щільності 11.4 кг \ дм3, податливості і занижена температура переплавки 328 градусів, що дає можливість виготовлення в домашніх умовах.Куля зі свинцю має стабільний політ і хорошу пробивну силу.
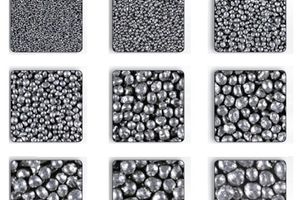
Протягом значного часового відрізку форма кулі змінювалася, еволюціонувала або залишалася початковою, з моменту її створення.Форми у вигляді сфер, сфер-циліндрів, форм із загостреним або, навпаки, з тупим носом ,змінювалися разом з цілями,що їх породили.
Основним способом створення завжди було лиття кулі, а інструментом для лиття незмінно залишалася кулелійка.Кулелійки умовно можна розділити на кілька типів.

- Кулелійки за типом зброї, для яких вони призначені. (Пістолети \ гвинтівки, гладкоствольну \ нарізну)
- Кулелійки по числу осередків відливу. (Одне \ багато осередкові)
- Кулелійку по фігурі кулі. (Форми сфери, сфери-циліндра, з тупим \ гострим носом)
- Кулелійки по каліберності кулі. (Одне \ різно каліберний)

Технології також не стояли на місці ,вони множилися і розвивалися в пориві здешевити і спростити процес відливання.
Холодні технології без плавки:
- Відплив прута певного діаметру (менше стволового калібру на один-два мм) і його подальше розсічення на циліндри-одна з перших технологій.
- Обкатування заготовки зі свинцю проміж двох масивних поверхонь з металу ,до прийняття заготовки форми сфери потрібного розміру.
Гарячі технології з плавкою:
- Штампування -технологія,що дійшла до наших днів, при якій відбуваеться плавка свинцю і відлив його в готові осередки певної форми.
У нашій статті розглянемо класичний гарячий метод відливу кулі з допомогою тигеля і кулелійкі.Зібравши весь потрібний інструментарій та перейнявшись наявністю потрібного матеріалу (свинцю), подбавши про робоче місце (бажано на відкритому повітрі або в приміщенні з хорошою вентиляційною системою), можемо приступати до процесу.
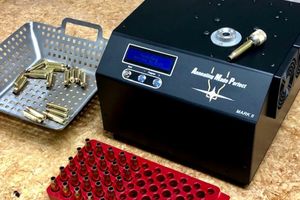
Перше, що потрібно зробити це плавка свинцю, в нашому випадку ми будемо користуватися призначеним, спеціально під цього процесу інструментом ,Тигель LEE PRO 4 20LB 220V.Використовуючи один і той же тигель, ви будете знати точний час плавки свинцю, він буде кожен раз одинаковим.Як тільки свинець буде розплавлений і прийме срібний колір, можна починати процес.

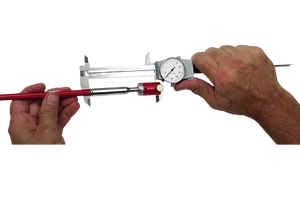
Під кожну форму кулі потрібна своя температура свинцю ,в разі використання тигеля її можна відрегулювати тумблером.Обравши потрібну температуру, свинець дбайливо переливається в кулелійку.Переливши і давши свинцю там застигнути (в перших пару відливів свинець охолоне набагато швидше, так як сама кулелійка буде холодною) зайві шари свинцю скручуються і ми дістаємо готовий продукт.
Не завжди дістати кулю з кулелійки легко, коли вона ще достатньо не нагріта, якщо виникають такі проблеми можна скористатися звичайним маслом або трохи нагріти саму форму.
Після першого відпливу ,кулі майже завжди виходять неналежної якості і вимагають подальшої переплавки в тигелі і нового циклу відливу.Як тільки кулелійка стане досить розігрітою, можемо приступати до вже серйозного відпливу куль.
Якщо ви використовуєте кулелійку зі сталі, то для доведення її до потрібної кондиції піде більш тривалий період, ніж для кулелійок з алюмінію.В разі ,якщо кулелійка вже досить розігріта, а фінальний результат плачевний, варто шукати причину в температурі сировини (свинцю) .Свинець повинен встигнути заповнити всю форму до моменту початку охолодження, а на це безпосередньо впливає його текучість і температура.
Хочеться ще раз підкреслити момент з підбором правильної температури для лиття, так як саме вона стає причиною браку в
перших дослідах з відливанням пулі.Багато браку буває через те, що кинувши перші забраковані кулі в тигель, ви тим самим знижуєте (охолоджуєте) загальну температуру сировини в тигелі, що тягне за собою знову браковану серію куль.
Набравшись потрібного досвіду і знань процес відливання стане більш простим і швидким, в середньому досвідчений ливарник робить до трьохсот куль на годину.
Безпека під час лиття кулі
Свинець є дуже небезпечним і отруйним елементом.
Потрапивши в організм через рот \ ніс ,він розчиняється і переходить в кров.Попадання свинцю можливо під час плавки і при інших маніпуляціях зі свинцем у вигляді пилу.В разі частого використання свинцю і накопиченням його в організмі, настає хронічне отруєння, що тягне за собою важкі наслідки.Для запобігання попадання свинцю через ніс у вигляді випарів слід застосовувати маску \ распіратор.Потрібно пам'ятати про накопичення випарів не тільки над робочим місцем, а й загального в приміщенні, тому обладнати робоче місце слід тільки в приміщенні з хорошою системою вентиляції.Такожне вітається куріння і прийом їжі в місці плавки свинцю, так як ви можете занести його через брудні від роботи руки.
При наявності порізів на руках не слід брати свинець голими руками, окису свинцю можуть потрапити з їх допомогою в вашу кров.Завжди використовуйте рукавички при роботі зі свинцем