Друга частина статті "Прецизійний релоадинг". З першою частиною можна ознайомитись тут.
Зняття внутрішньої фаски
Цей процес проводимо після закінчення проточки. Крім того, слід враховувати кут фрези. Оптимальним варіантом будуть інструменти від Forster та Redding.


Поліровка дульця гільзи
Робиться як на внутрішній, так і на зовнішній поверхні. Цей процес рекомендується проводити перед обдуванням. Думаю, пояснень не потрібно (попередні дії з мандрелами та різцями залишили не в кращому вигляді дульце гільзи).
Полірування робимо до дзеркального стану. При вторинному використанні гільзи сильно налягати на полірування не рекомендується. Достатньо буде зняття нагару. Також не забуваємо, що проточка гільзи відбувається виключно зовні. Внутрішня проточка буде еквівалентна бракованій гільзі.
Найбільш оптимальне полірування -йоржиком ,на який буде намотана залізна вата, об'ємом трохи менше дульця гільзи, для щільного входу. Всю дану конструкцію встановлюємо на допоміжний свердлильний інструмент для автоматизації процесу.
Обдування гільзи
Первинний етап по нижній межі навішування, враховуємо це і не влазимо на початковому етапі до червоної області. Потрібно дати гільзі усадку по патроннику, для вибору дзеркального зазору. По другому етапу вже засипаємо робочою наважкою, або починаємо підбирати боєприпас "з ходовим прогоном", щоб поєднати в собі відразу дві важливі дії, з обдування і регулювання патрона. Середня кількість циклів операції тримається у районі 1-2 залежно від калібру.
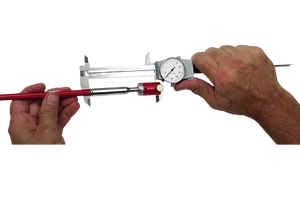
Кореляція внутрішнього об'єму гільзи
Враховується, якщо ми хочемо досягти мінімальної розбіжності стартових швидкостей куль. Що нам для цього потрібне? Однаковість гільзового об'єму, відповідно схожість глибини посадки та порохового навішування.
Проходить у два етапи сортування. Перший етап -сортування, з урахуванням ваги порожньої гільзи. Другий етап- сортуємо гільзи по внутрішньому об'єму. Застосування відразу двох сортувальних етапів важливо, тим що можна підстрахуватися у разі помилки на первинному етапі.
Допустима вагова різниця 0.2 грейну не більше. Для зважування використовую "Халк" він же Диспенсер пороху RCBS Charge master.

Підрізання носика кулі
Тяжкий етап, що вимагає специфічного інструментарію, який, як правило, відсутній на ринку. Я особисто використовую кульові тримачі в точилку Вілсон.

Обтискання кульового носика
Тут важлива помірність, правильно вибираємо, тому що надмірна дірка не бажана, а дуже дрібна і ще гірша. Опираємось на показники діаметра дірки від 0.25 до 0.35 міліметра. Пам'ятаємо, що при сильному обтиску кульового носика балістичний коефіцієнт кулі зменшується, що призводить до гіршої купчастості. Так само сильне обтискання призводить до деформації кульової оболонки.
Тут виникає риторичне питання, якими же матрицями користуватися? Я шляхом спроб і помилок зупинився на матриці Whidden Gunworks Micrometer Seating Die, рекомендації для цієї напів-кастомної контори не потрібні.

Сортування та зважування
Для цього ми вже маємо раніше використаний інструмент. Враховуємо різниці ваги кулі в межах 0,005 грейну. Також враховуємо геометрію кулі, для досягнення наступної гарної повторюваності джампа.
Для роботи використовую цей інструмент Sinclair Bullet Sorting Stand.
Сортування по биттю
Задіємо після обтискання кульового носика. Використовуємо вимірювач биття кулі Redding Slant Bed Concentricity Gauge або аналогічний інструмент від Синклеру. Даними інструментами ми також сортуємо кульове биття після посадки.

Тривале сортування кулі закінчено. Як правило, в середньому залишається від двадцяти до тридцяти куль із коробки. Нагадую, в даному виді релоадінгу все це витратний матеріал, з втратою якого потрібно змиритися. Раджу купувати кулі з однієї партії.
У наступній частині статті (частина 3) поговоримо про навішування та складання патрона.