Ну что же, рабочее место подготовлено, пресс гордо занял главенствующую позицию, но нам пока нужно еще чуть-чуть подождать и подготовиться.
Отберем и проверим гильзы.
Первое что мы сделаем это купим качественные гильзы.Заряжаете вы патроны для соревнований либо для охоты разницы нет, начинать нужно новыми заводскими гильзами.
Стреляные гильзы, бывшие в работе периодически становятся хрупкими. Многие будут обращать внимание на экономическую сторону вопроса, ведь до этого мы собрали не хилый набор для релоудинга, а ранее купили ружье. Когда же мы уже начнем экономить, спросите вы?
Скажем так, экономить на гильзах и пулях не стоит, если хотите положительного результата. Обратите внимание на проверенных годами производителей:Remington, Sako, Lapua, Winchester.Путем проб и ошибок вы подберете нужного вам производителя.
Отбраковка гильз у этих производителей происходит следующим образом. Некоторые гильзы отбраковываем на глаз, достаточно визуального контроля, остальные нам помогут отбраковать устройство указанное выше-Redding Case Neck Gauge.
Забракованные гильзы не стоит утилизировать, вы еще сможете воспользоваться ими обточив дульца.Советую проводить осмотр гильз при хорошем осветлении, при недостаточном зрении можете воспользоваться лупой. Ищите дефекты в виде смятых участков в районе скатов\шейки.
Также могут попадаться трещины, но намного реже.Внимательно осмотрите наличие смещения запального отверстия, в случае обнаружения перемещайте в брак.
Далее я рекомендую взвесить несколько гильз, чтобы узнать замеры всей купленной партии. Обратите внимание на изменения веса между гильзами, он не должен превышать двух процентов.Для бенч реста и когда нужно все на максималках то взвешивайте каждую гильзу. Для охоты можете замерить 1\10 часть.
Сам процесс релоудинга предусматривает максимальную точность, не экономьте на весах, пользуйтесь только проверенными производителями.Если вы выбрали электронный вариант: периодически калибруйте весы, следите за внешними факторами воздействия. Повлиять на точность могут: сквозняки, вентиляторы, кондиционеры и тд.
Далее с аналогичной выборкой в десять процентов измеряем запальные отверстия.Обычно диаметр составляет 2,08мм.При измерении мы должны отбраковывать патроны с диаметром на порядок превышающим этот показатель в большую сторону, в меньшую не трогаем, их приведут в норму инструменты.
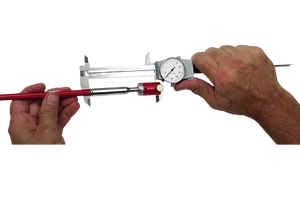
Не забываем про проверку дульца.Проводим проверки всех гильз с измерением толщины стенок по всему периметру.Измеряя толщину стенок шейки мы будем знать общую картину, вы ведь не забыли мы можем повлиять на этот фактор с помощью обточки.
Параметр на который ореентируемся при выборе гильз на обточку,гильзы которые будут толще большинства в шейке на 0015.
Сильный разброс в толщине стенок шейки означает также разброс толщины стенок корпуса.Данный показатель негативно влияет на кучность.В процессе выстрела латунь придавливается к патроннику, а после чуть возвращается назад при охлаждении.После выстрела большая часть гильз будут иметь одни и те же наружные размеры.В случає лишней латуни она будет вдавливаться внутрь.
Мы интересуемся данным фактом потому, что много времени производим обжимы шейки, мы не можем влиять на такой фактор как "Пороховая комора". Если у нас будут кардинально разная толщина стенок, у нас выйдет "комора", ушедшая погулять в сторону от центра канала.
Также разная толщина стенок в двух гильзах создает неодинаковую вместимость для данных гильз. Что повлечет разные плотности снаряжения, при одной и тоже навеске пороха, выйдет разное давление. Обращать или нет на это ваше внимание решать вам и повлияет ли это на результат.
Точный релоудинг, процесс замешанный на деталях и каждая такая деталь существенная или нет, может внести коррективы.
Некоторые релоудеры отбраковывают гильзы по длине, к сожалению границ "допустимой длины" не знаю, каждый такой релоудер устанавливает их для себя сам. Я же провожу данное изыскания в начале на глаз, они будут заметны и их можно будет подрезать после.
Также существует тест на концентричность гильзы на предназначенном для этого инструменте, для поиска лишнего биения.
Дополнительными, не лишними для вас тестами будут: проверить капсюльное гнездо на центровку, измерить глубину капсюльного гнезда, глубина может помешать развертке.
Проведя все выше перечисленные операции с гильзой, мы отобрали полностью похожие по параметрам между собой гильзы.
Готовим гильзу
Для начала проверим капсюльные гнезда и снимем заусеницы с запальных отверстий.Да это трудоемкий процесс, который будет занимать у нас много времени, но для достижения нужной точности это необходимо.Только таким путем достигается аналогичность параметров каждой нужной нам гильзы.
Поговорим о самом процессе производства, гильзы создаются последовательностью операций по протяжке и просечке. Запальное гнездо\капсюльное отверстие формируется с помощью:обжима, сверления, вытяжки. Так как все работы проводятся снаружи, это приводит к изъянам внутри гильзы. Для этого нам и нужно приводить гильзу в порядок.
Найти заусеницы можно визуально, осмотрев внутри через дульце, под хорошим источником света.
Развертка
Принцип работы развертки почти у всех инструментов проходит похоже.Более комфортным будет работа с карбидными резцами. Развертка должна проводиться карбидным резцом установленным в упорном кольце.Дальше вы проверяете правильность размера развертки. Большие винтовочные капсюли имеют такой же размер, как и гнезда пистолетных капсюлей, отличие лишь в глубине. Каждое гнездо развертки имеет разные размеры.
В отличие от больших, малые винтовочно-пистолетные капсюли идентичны в размере и глубине, что позволяет пользоваться одним инструментом.
Для того, чтобы снять заусеницы с запального отверстия используется иной инструмент, с его помощью просто вставьте инструмент в дульце и проверните прибор несколько раз.
Подрезка
В основном данный процесс происходит после формовки стрельбой, так как изначально гильзы идут уже подрезанные производителем согласно стандарту SAAMI.
По-длине гильзу обрезаем после обжима на всю длину гильзы.Проводим реальный замер по факту, и сравниваем с опубликованной длиною, лишнюю длину подрезаем. Проводить замеры и контроль длины нужно обязательно, так как пренебрежение данным параметром может привести к увеличению давления в патроннике.
После подрезки нужно опять проверить гильзу на предмет заусенец и очистить в случае надобности.